
_copy (1) (1)/assets/images/header/trustpilot.png)
What is Magnetic Particle Testing?
The magnetic particle method is a non-destructive testing method well suited for detecting surface flaws such as cracks, bonding flaws, and laminations, etc., in ferromagnetic materials.
When applying the method, it exploits the fact that a surface flaw in a ferromagnetic component—once magnetized—will disturb the magnetic field within the component.
By using this effect, the magnetic particles gather along the crack, making an otherwise invisible crack visible.
Advantages
The magnetic particle method has many valuable advantages when examining ferromagnetic materials:
- It is one of the most reliable and sensitive methods for finding surface cracks.
- The method is fast, simple, and cost-effective.
- The indications appear directly on the component’s surface.
- The method is unaffected by any deposits in the cracks, such as oil, grease, or other metals.
- The method can even be used on components with thin layers of paint.
- Surface preparation requirements are minimal.
- The examination can be documented with photos and tape prints, etc., because the indication is a direct representation of the flaw.
- Simple and robust equipment means low investment and maintenance costs.
The figure below shows an example of black and white daylight testing on our reference block 1 (here with MR® 221).

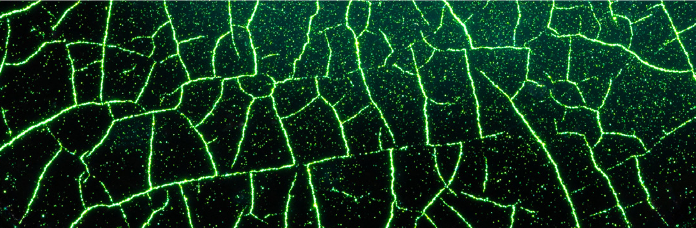
The figure below shows an example of the fluorescent method on our reference block 1 (article G19A). (here with MR® 76 FH)
Process Description
Daylight Method (Black/White)
|
|
Step 1: Pre-cleaning with MR® Remover The workpieces, or the areas of the workpieces to be tested, must be thoroughly cleaned: rust, scale, and other contaminants must be removed with suitable tools, and other contaminants (oils, greases, etc.) must be removed from the surface with MR® Remover. Before proceeding to the next step, ensure the surface is completely dry. |
|
|
Step 2: Applying MR® White Contrast Paint Now you can apply MR® White contrast paint to the prepared workpiece. The white paint enhances contrast between the detection medium and the test surface. Spray a thin layer of MR® White contrast paint (coating thickness max. 40 μm) onto the surface and allow it to dry for a few seconds. If the paint film is too thick, sensitivity is reduced, and discontinuities might not be detected. |
|
MR 76 S Magnetic Particle Spray
|
Step 3: Applying MR® Magnetic Particle Liquid Spray or Suspension, Black Apply the detection medium MR® Magnetic Particle Liquid Spray or black suspension immediately before and during magnetization to the white-painted workpiece. Application should stop before the magnetization ends. Allow sufficient time for indications to form before the workpiece is moved. Discontinuities will appear as black magnetic particle indications on the white surface. Magnetization can be achieved with an MR® Handyoke MY-3 lightweight hand magnet |
|
|
Step 4: Cleaning the Workpiece After Testing After testing and approval, if necessary, remove the detection medium from the surface. For MR® detection media, you can use MR® 71 Remover. MAGNETIC PARTICLE TESTING DIN EN ISO 9934-1 |



Process Description
Fluorescent Testing
|
Step 1: Pre-cleaning with MR® Remover The workpieces, or the areas of the workpieces to be tested, must be thoroughly cleaned: rust, scale, and other contaminants must be removed with suitable tools, other contaminants (oils, greases, etc.) must be removed from the surface with MR® Remover. Before proceeding to the next step, ensure the surface is completely dry. |
|
|
Step 2: Applying MR® Magnetic Particle Liquid Spray or Suspension, Fluorescent Apply the detection medium MR® Magnetic Particle Liquid Spray or fluorescent suspension immediately before and during magnetization on the workpiece. Application should stop before magnetization ends. Allow sufficient time for indications to form before moving the workpiece. Under UV light (e.g., MR® UV-Hand Lamp), discontinuities will appear as yellow-green fluorescent magnetic particle indications on the surface (observe viewing conditions per the standard!). Magnetization can be achieved with an MR® Handyoke MY-3 lightweight hand magnet |
MR 76 F Magnetic Particle Spray
|
|
Step 3: Cleaning the Workpiece After Testing After testing and approval, if necessary, remove the detection medium from the surface. For MR® detection media, for example, you can use MR® 71 Remover. MAGNETIC PARTICLE TESTING DIN EN ISO 9934-1 |
|

For easier ordering, we have compiled 2 sets containing everything you need, one set for Black (Daylight) and one set for Black + Fluorescent:


The History of Magnetic Particle Testing:
Like other testing methods, the magnetic particle method has evolved rapidly since the 1930s.
Initially, development focused on improving testing equipment and aids to make the testing method more efficient.
There are many different types of testing equipment available today:
Permanent magnets can be used where no power supply is available or for safety reasons (risk of explosion).
Note: In all other cases, permanent magnets should be avoided because the magnetic field is weak and even larger flaws may be missed.
Electromagnets are easy to handle, provide a strong magnetic field, and are used as general-purpose equipment, especially on components where arc burns must not occur. Weld seams in general steel structures, storage tanks, containers, etc., are inspected whenever possible by magnetizing with an electromagnet.
Portable current magnetization units usually consist of a transformer that, through a pair of heavy welding cables, can supply an AC current of about 1,500–25,000 amps at a few volts. Besides hand electrodes, coils can also be connected to this equipment for coil magnetization. Current magnetization should only be used where arc burns are considered completely harmless or where such arc burns can be ground away after testing. Cast iron or steel castings can normally be tested with current magnetization via electrodes without significant damage to the part.
Stationary equipment with current capacities of up to 5,000 amps has been developed specifically for the inspection of machined parts such as crankshafts, axles, and so on.
Such equipment is often referred to as a magnetic bench. Typically, it is equipped with a transformer, a rectifier, adjustable current heads for circular magnetization, coils for longitudinal magnetization, a tank with pump and agitator for the suspended magnetic fluid, as well as devices for current regulation (including demagnetization). In addition, ultraviolet lamps can be connected for fluorescent magnetic particle testing. The advantage of this equipment is that one can inspect for both longitudinal and transverse defects in a single test.